
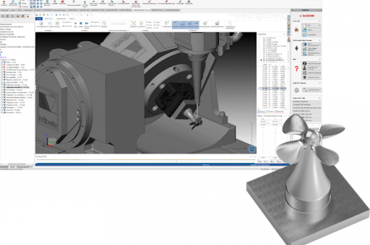
Gia công đồng thời 5 trục trong SolidCAM
Gia công đồng thời 5 trục với nhiều ưu điểm đã được nhiều doanh nghiệp áp dụng rộng rãi. Công nghệ gia công tiên tiến giúp tiết kiệm thời gian gá đặt, định vị, nâng cao năng suất gia công và tuổi thọ của dụng cụ cắt. Cùng tìm hiểu kỹ hơn về gia công đồng thời 5 trục trong SolidCAM mà https://camsolutions.vn/ chia sẻ dưới đây.
Gia công đồng thời 5 trục là gì?
Mặc dù gia công đồng thời 5 trục đã dần trở nên phổ biến hơn, nhưng sự thật là gia công 5 trục chỉ là một phần rất nhỏ của gia công khi xem xét trong bối cảnh của tất cả các nguyên công gia công.
Phần lớn các nguyên công gia công 5 trục thực tế có thể được phân loại chính xác hơn thành các nguyên công 3 + 2. Có nghĩa là, máy 5 Trục sẽ định vị theo một hướng cụ thể bằng hai trục quay của nó sau đó thực hiện các thao tác 2-1/2 Trục & 3 Trục tiêu chuẩn.
Với các phôi nhỏ, máy 5 Trục có cấu hình Table/Table hoặc Dual-Rotary Table thực hiện được điều này bằng cách xoay đơn giản để căn chỉnh Mặt phẳng làm việc song song với Mặt phẳng XY (G17) và vuông góc với Trục xoay/Trục Z . Với các phôi lớn hơn đặc trưng của ngành Hàng không vũ trụ, Năng lượng và Ô tô, loại máy này không thực tế.
Các phôi gia công lớn yêu cầu gia công từ nhiều hướng khác nhau thường được thực hiện bằng máy 5 trục Table/Table hoặc Articulating Head. Máy Head/Head đạt được các hướng cần thiết bằng cách xoay và căn chỉnh Trục xoay/Trục dao vuông góc với Mặt phẳng làm việc sẽ chứa các tính năng được gia công.
Trước đây, điều này đặt ra những thách thức bổ sung vì Hệ thống điều khiển CNC không đủ mạnh để giúp quản lý các hướng khác nhau của Mặt phẳng làm việc. Do hạn chế này, nhiều chức năng Lập trình CNC, được coi là đương nhiên cho 3 trục, không thể sử dụng được. Nội suy cung tròn, bù bán kính dao cắt và chu trình khoan đều là những công cụ lập trình tiêu chuẩn không thể sử dụng được. Điều này sẽ được phản ánh trong mã NC bởi các tệp chương trình NC lớn mà phần lớn là các chuyển động điểm-điểm.
Cách FANUC xử lý mặt phẳng làm việc nghiêng cho máy CNC 5 Axis
Khi Hệ thống Điều khiển CNC ngày càng trở nên mạnh mẽ hơn, vấn đề này phần lớn đã trở thành quá khứ. Hầu hết mọi bộ điều khiển CNC được sử dụng gia công đồng thời 5 trục ngày nay đều có một số phiên bản của chức năng xử lý Mặt phẳng làm việc nghiêng. Trong số này có FANUC và SIEMENS, hai trong số các Hệ thống Điều khiển CNC phổ biến nhất hiện nay.
Mặc dù chức năng Mặt phẳng làm việc nghiêng có những lợi ích rõ rệt với Máy 5 trục loại Head/Head, nhưng chức năng này cũng có thể được sử dụng với các máy 5 trục kết hợp Table/Table và Head/Table . Lý do sử dụng nó với những chiếc máy như vậy hoàn toàn khác nhau. Chúng tôi sẽ giải quyết những lý do đó trong một bài viết trong tương lai.
Trước tiên, chúng ta hãy xem cách FANUC xử lý Mặt phẳng làm việc nghiêng cho Máy 5 trục loại Head/Head.
Lệnh FANUC cho Mặt phẳng làm việc nghiêng là G68.2 . G68.2 là lệnh Chế độ tuyệt đối (G90) và là lệnh phổ biến nhất. (LƯU Ý: Có một biến thể của lệnh này được xác định bởi G68.3). G68.4 là lệnh Chế độ tăng dần (G91).
Chức năng Mặt phẳng làm việc nghiêng G68.2 cho phép người dùng xác định Mặt phẳng làm việc theo các góc Euler, Roll-Pitch-Yaw, 3 điểm, 2 vectơ, góc chiếu. Phương pháp xác định Work Plane được chỉ định bởi địa chỉ P.
-
G68.2 P0 (Euler Angles)
-
G68.2 P1 (Roll-Pitch-Yaw Angles)
-
G68.2 P2 (3 Points)
-
G68.2 P3 (2 Vectors)
-
G68.2 P4 (Projection Angles)
LƯU Ý: Khi P không được chỉ định, P0 được giả định để sử dụng Góc Euler.
Vì Góc xoay, Góc nghiêng và Góc nghiêng được sử dụng phổ biến nhất trong Hàng không vũ trụ, chúng ta hãy xây dựng lệnh G68.2 bằng cách sử dụng các Góc xoay, Góc nghiêng và Góc nghiêng.
G68.2 Roll Pitch Yaw Syntax (câu lệnh xoay góc)
G68.2 P1 Q123 X_ Y_ Z_ I_ J_ K_
P1 biểu thị định nghĩa Mặt phẳng làm việc Nghiêng thông qua các Góc xoay, Góc nghiêng và Góc gia công. X, Y, Z xác định vị trí Gốc của Mặt phẳng làm việc nghiêng bằng cách sử dụng WCS cơ sở (Hệ thống tọa độ làm việc) của bộ phận làm điểm tham chiếu. I,J,K xác định các góc xoay (khoảng X), Pitch (khoảng Y) và Yaw (khoảng Z). Q123 cho biết thứ tự quay các trục quay. Thứ tự được sử dụng sẽ phụ thuộc hoàn toàn
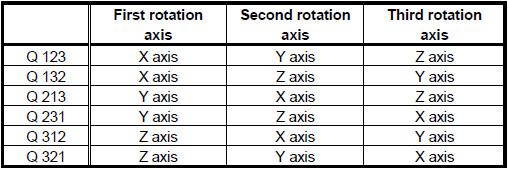
vào định nghĩa động học của các trục quay đối với một máy nhất định.
Q123 là giá trị mặc định cho các giá trị I, J và K. Nếu Q không được chỉ định thì Q123 được giả định.
Xem thêm:
- SolidCAM gia công 5 trục tốt nhất cho nhà máy đùn ép nhôm danh tiếng
- Lập trình gia công 5 trục bằng SolidCAM, thành công đến với nhà sản xuất
- Lập trình CAD/CAM hiệu quả cho gia công phay 5 trục
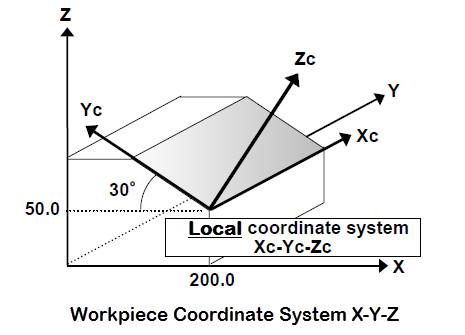
Trong ví dụ trên, chúng ta có các thuộc tính Mặt phẳng làm việc Nghiêng sau đây.
-
Vị trí của hệ gốc tọa độ : (200.0, 0.0, 50.0)
-
Thứ tự quay trục quay: I, J, K (X, Y, Z)
-
Xoay quanh trục X (Cuộn): 30 độ
-
Xoay quanh trục Y (Pitch): 0 Độ
-
Xoay quanh trục Z (Yaw): 90 độ
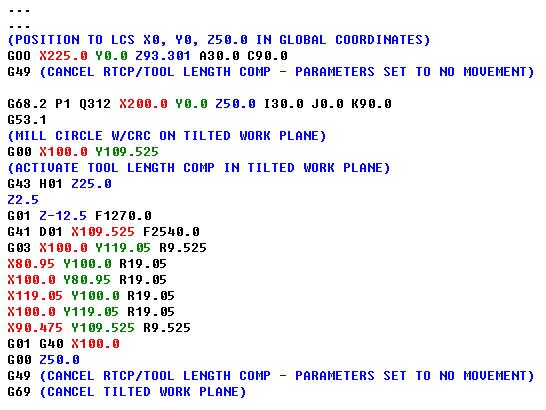
Mặt phẳng làm việc nghiêng này được xác định bằng câu lệnh G68.2 sau đây.
G68.2 P1 Q123 X200.0 Y0 Z50.0 I30.0 J0.0 K90.0
Có một mã khác liên quan đến việc sử dụng G68.2 tạo ra rất nhiều nhầm lẫn về chức năng thực sự của nó. Mã đó là G53.1. FANUC định nghĩa G53.1 là Điều khiển hướng trục công cụ. Một lời giải thích đơn giản và rõ ràng hơn nhiều là G53.1 sẽ khiến cho việc định vị tự động các trục quay được yêu cầu bởi Mặt phẳng làm việc Nghiêng và căn chỉnh Trục Công cụ/Trục chính vuông góc với Mặt phẳng làm việc Nghiêng. Điều này dẫn đến Trục Công cụ/Trục chính là Trục Z của LCS (Hệ tọa độ cục bộ). G53.1 phải được xuất ngay sau câu lệnh G68.2.
Phải thận trọng khi sử dụng G53.1 vì nó sẽ không điều chỉnh vị trí dao hiện tại và có thể gây ra va chạm nghiêm trọng nếu vị trí tiếp cận thích hợp không được xác định trước định nghĩa Mặt phẳng làm việc nghiêng G68.2.
Một mã khác thậm chí còn bị hiểu lầm nhiều hơn G53.1. Mã đó là G53.6. Điều này về cơ bản áp dụng RTCP cho việc định vị hướng dao. Giống như G53.1, nó phải ở ngay sau lệnh gọi G68.2. Tuy nhiên, G53.6 không được hỗ trợ nếu G54.4 Sửa lỗi cài đặt công việc (Part Skew/Roto-Translation) sẽ được sử dụng.
Với các máy 5 trục lớn hơn được sử dụng trong Hàng không vũ trụ, việc tìm thấy các máy Head/Head C-Primary/B-Secondary hoặc C-Primary/A-Secondary là khá phổ biến. Các cấu hình này khá độc đáo, phù hợp với việc sử dụng phương pháp xoay, Pitch, Yaw của định nghĩa Mặt phẳng làm việc nghiêng vì chúng liên quan trực tiếp đến các trục quay cụ thể của một máy nhất định.
Nhìn xuống dọc theo trục DƯƠNG hướng vuông góc về gốc tọa độ:
Trục A quay theo hướng + CCW quanh (song song) với trục X. Trục B quay theo hướng + CCW quanh (song song với) trục Y. Trục C quay theo hướng + CCW quanh (song song với) trục Z.
Vì thế:
-
Roll Axis = Rotary Axis 'A'
-
Pitch Axis = Rotary Axis 'B'
-
Yaw Axis = Rotary Axis 'C'
Trong ví dụ của chúng ta, giả sử chúng ta có máy C/A Head/Head 5-Axis. Trục phụ đôi khi còn được gọi là trục 'Slave' vì vị trí của nó phụ thuộc vào vị trí hiện tại của Trục C. Đối với cấu hình này, chúng ta phải xác định thứ tự quay trục là Q312. Trục C là trục chính và sẽ quay đầu tiên, Trục A là trục phụ và sẽ quay thứ hai.
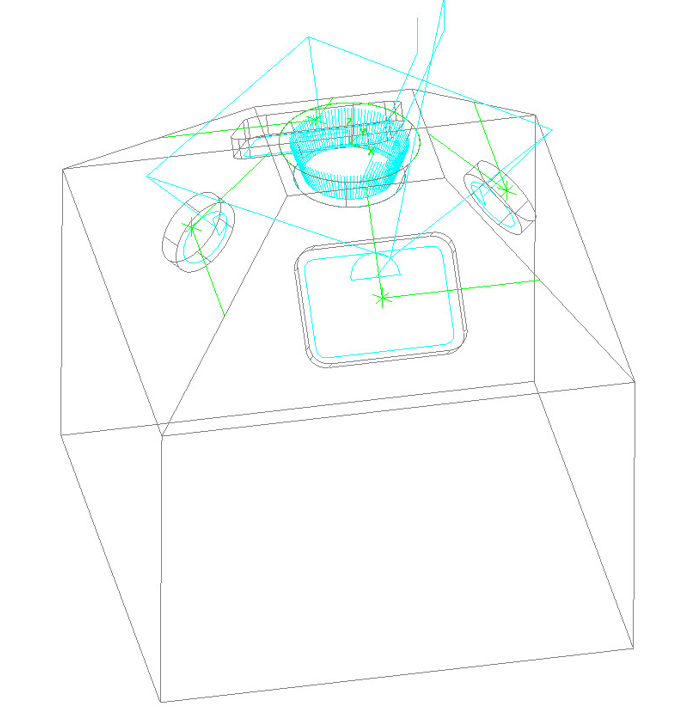
Khi chúng ta đã xác định Mặt phẳng làm việc nghiêng, chúng ta có thể lập trình các hoạt động đường chạy dao tiêu chuẩn như thể chúng nằm trong Mặt phẳng XY (G17). Bất kỳ thao tác nào được xác định trong câu lệnh G68.2 và việc hủy G69 của Mặt phẳng làm việc nghiêng đều được thực hiện bằng cách sử dụng tọa độ LOCAL XY-Plane và LOCAL của Mặt phẳng làm việc nghiêng đó.
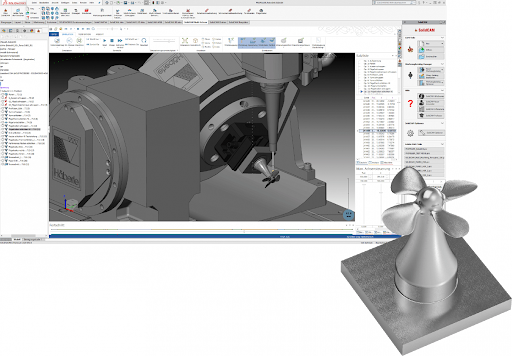
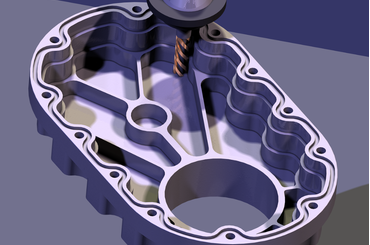
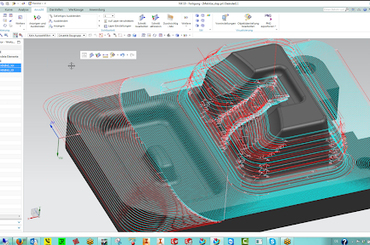
Dưới đây là đồ họa hiển thị ứng dụng thực tế của Mặt phẳng làm việc nghiêng để gia công 3+2 cùng với gia công đồng thời 5 trục trong bối cảnh của một bộ phận thực tế.
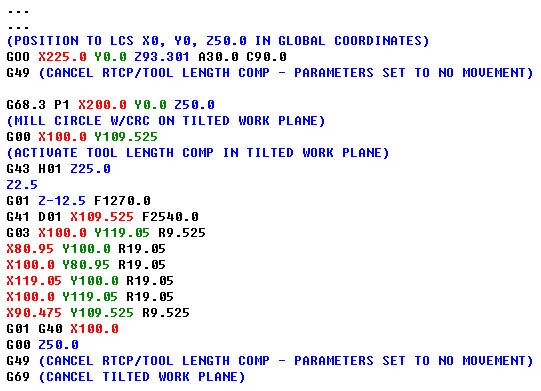
Bạn cũng có thể tải xuống Tệp mã NC thứ hai sử dụng G68.3 để tạo Mặt phẳng làm việc nghiêng. Hình ảnh bên dưới hiển thị cách sử dụng G68.3 cho cùng hướng Mặt phẳng làm việc Nghiêng trong ví dụ G68.2 ban đầu của chúng tôi ở trên. Tuy nhiên, giống như G53.6, G68.3 không được hỗ trợ nếu G54.4 Work Setting Error Correction (Part Skew/Roto-Translation) sẽ được sử dụng.
Hy vọng những thông tin về gia công đồng thời 5 trục và FANUC G68.2 trong bài viết sẽ giúp bạn có thêm kiến thức để áp dụng trong công việc thực tế của mình. Để hiểu thêm về gia công 5 trục cũng như phần mềm SolidCAM bạn có thể truy cập vào website https://vihoth.com/. Hoặc liên hệ với ViHoth qua hotline 0961235303 để được đội ngũ kỹ thuật hỗ trợ nhanh nhất, mang lại cho doanh nghiệp giải pháp phần mềm tối ưu và hiệu quả.
TVQuản trị viênQuản trị viên
Xin chào quý khách. Quý khách hãy để lại bình luận, chúng tôi sẽ phản hồi sớm