
Các loại vật liệu phổ biến để chế tạo dụng cụ cắt gọt CNC

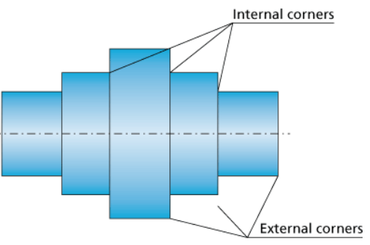
- Thêm cạnh chamfer và góc fillet khi lập trình tiện SolidCAM
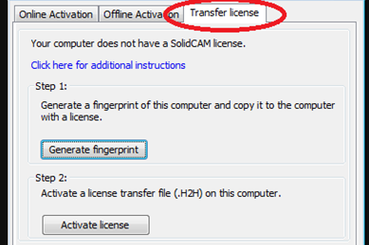
- Hướng dẫn chuyển license SolidCAM sang máy tính khác
- Đường chạy dao độc đáo của SolidCAM - Spiring Moral - Xoắn ốc biến hình
Trong gia công CNC, việc lựa chọn vật liệu và loại dao cắt phù hợp có vai trò quan trọng, ảnh hưởng trực tiếp đến hiệu suất và chất lượng gia công. Bài viết này sẽ giúp bạn tìm hiểu về các loại vật liệu thường dùng để chế tạo dụng cụ cắt gọt CNC và lựa chọn các loại dao phù hợp trong lập trình gia công SolidCAM.
Các loại vật liệu chế tạo dụng cụ cắt gọt gia công cơ khí
Mỗi loại dụng cụ cắt gọt CNC đều được chế tác từ những vật liệu khác nhau và công dụng của từng loại vật liệu cũng theo đó mà có sự khác biệt. Bài viết này sẽ giúp chúng ta hiểu hơn về những loại dụng cụ cắt như dao phay, dao tiện, hạt dao,... được chế tạo từ vật liệu gì và công dụng, ưu nhược điểm của từng loại.
Thép các bon dụng cụ (Carbon tool steels)
- Hàm lượng C trong thép từ 0.6 - 1.4%; hàm lượng S < 0.02% & P < 0.03%
- Độ cứng sau NL đạt HRC 58 - 64
- Ưu điểm: Dễ gia công bằng cắt và dễ mài sắc. Rẻ tiền-Có độ dẻo dai cao
- Nhược điểm:Độ bền nhiệt thấp ( từ 200 - 2500C). Tính tôi kém nên dễ gây cong vênh và phế phẩm khi NL
- Phạm vi sử dụng: Dùng làm dụng cụ cắt gọt CNC có vận tốc cắt thấp; dụng cụ cầm tay; dụng cụ gia công hợp kim màu, dụng cụ cắt gỗ
Thép hợp kim dụng cụ (Alloy tool steels)
- Đưa thêm một số ngtố HK như: W, Va, Si, Mn, Cr vào trong thép làm tăng độ dẻo ở trạng thái tôi, tăng chiều sâu lớp thấm tôi, giảm khuynh hướng biến dạng và nứt khi nhiệt luyện
- Độ cứng sau nhiệt luyện đạt HRC 63 - 67. Là loại thép có độ cứng cao nhất, không lo mẻ, gãy dụng cụ khi gia công tần suất cao.
- Ưu điểm: Tăng độ dẻo ở trạng thái tôi. Tăng chiều sâu lớp thấm tôi. Giảm khuynh hướng biến dạng và nứt khi nhiệt luyện.
- Nhược điểm: Độ bền nhiệt thấp (2500C). Khó gia công bằng cắt hơn thép Các bon dụng cụ.
- Phạm vi sử dụng:Dùng làm dụng cụ cắt có vận tốc cắt trung bình; dụng cụ cầm tay; dụng cụ gia công hợp kim màu, dụng cụ cắt gỗ.
Thép gió (High Speed Steels -HSS)
- Thép gió là thép HK dụng cụ có chứa hàm lượng W từ 6 - 19% và Cr từ 3 - 4.6%. Được phát minh năm 1902 tại Vương Quốc Anh. Ngày nay vẫn được sử dụng rất rộng rãi để chế tạo DCC. Khối lượng riêng thay đổi trong phạm vi rộng: 7.9 - 8.75 kg/dm3
- Ưu điểm: Độ cứng cao – độ cứng thứ hai sau thép hợp kim HRC 62 - 67. Độ bền nhiệt đến 7000C; vận tốc cắt đạt 30 - 40 m/min. Độ thấm tôi lớn; tính tôi tốt. Độ bền cơ học cao σn= σu= 4000MPa.
- Nhược điểm: Khó gia công bằng biến dạng dẻo. Tính mài kém. Dễ gây ra sự không đồng đều MeC trong thép làm giảm tính cắt. Đắt tiền. Độ dẫn nhiệt thấp: λ= 16.75 – 25.12 W/m.0K.
Với những thông số vật liệu của từng loại dao cụ khác nhau,mà trong gia công tốc độ cao cho chúng ta chọn lựa loại dao phù hợp nhất và tối ưu nhất trong Imachining SolidCAM.
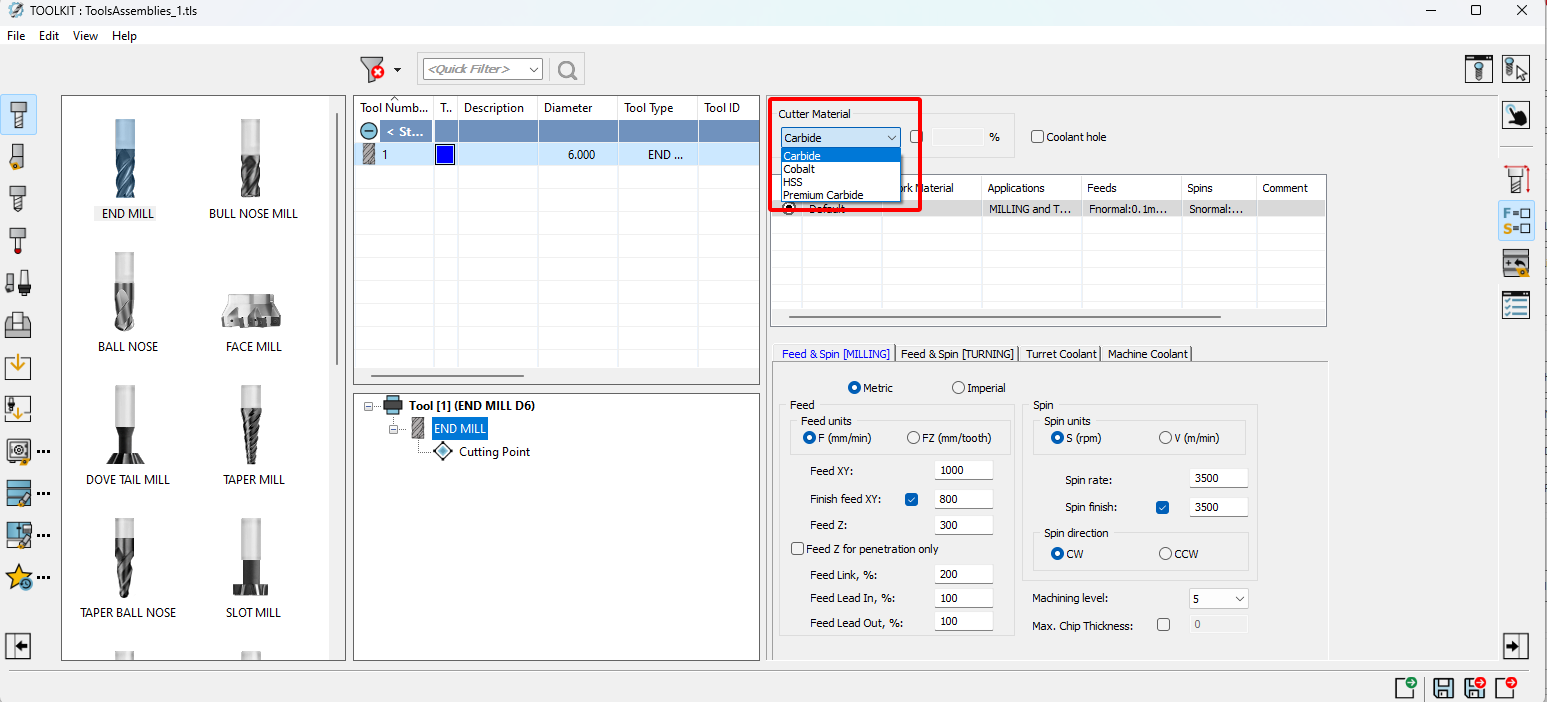
Trước khi thiết lập đối với tính năng Imachining SolidCAM thì đều phải thiết lập trước các thông số vật liệu gia công và khai báo lựa chọn loại công cụ gia công cho phù hợp. Để khi gia công dao cụ có thể cắt gọt một cách tối ưu nhất và kéo dài tuổi thọ công cụ được nhiều nhất.
Ngoài ra đối với SolidCAM với những thiết lập các thông số cắt với các chương trình thông thường thì chúng ta có các chế độ được tính như sau:
- Khi xác định được tốc độ cắt bằng cách dựa vào vật liệu của dụng cụ cắt thì tốc độ trục chính có thể xác định được vì nó phụ thuộc vào tốc độ cắt và đường kính dụng cụ cắt.
Công thức cụ thể:
- Tốc độ trục chính:
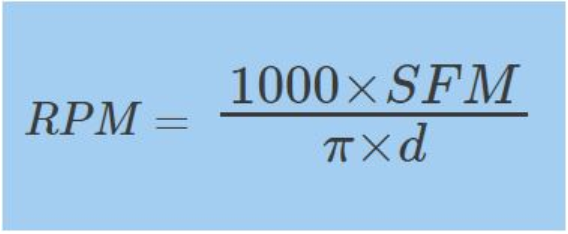
RPM (n): Tốc độ vòng quay trục chính (vòng/phút)
SFM (CS): Tốc độ cắt (m/phút)
d: Đường kính dụng cụ cắt (mm)
- Tốc độ tiến dao:
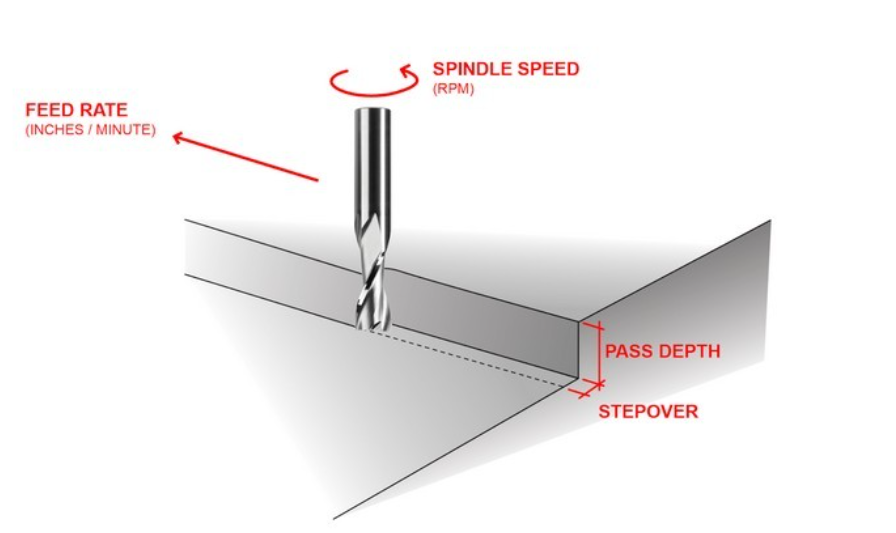
Feed rate/F (mm/ph) trong quá trình phay là lượng ăn dao trên một phút cho mỗi răng nhân với số lượng răng và vòng quay của trục chính.
F: Bước tiến dao (mm/ph)
Sz: Lượng ăn dao trên một răng (mm/tooth)
Z: Số răng
RPM: Số vòng quay trục chính (vòng/ph)
Hy vọng bài viết đã cung cấp cho bạn những thông tin hữu ích để lựa chọn vật liệu phù hợp khi chế tạo dụng cụ cắt gọt CNC và loại dao phù hợp trong lập trình gia công SolidCAM. Theo dõi https://camsolutions.vn/ để cập nhật các thông tin về gia công CNC và phần mềm SolidCAM nhé.


TVQuản trị viênQuản trị viên
Xin chào quý khách. Quý khách hãy để lại bình luận, chúng tôi sẽ phản hồi sớm